/Can One Diamond Core Bit Really Cut Through Reinforced Concrete AND Rebar? The Truth About Laser Welded ARIX Technology
Can One Diamond Core Bit Really Cut Through Reinforced Concrete AND Rebar? The Truth About Laser Welded ARIX Technology
2026-07-17
Quick Answer Yes — but only if you choose the right bit. A standard sintered core bit can cut reinforced concrete, but it dulls quickly on rebar, overheats in dry conditions, and loses segment bond strength under continuous load. A Laser Welded ARIX Technology Segment Diamond Core Drill Bitsolves all three problems simultaneously:
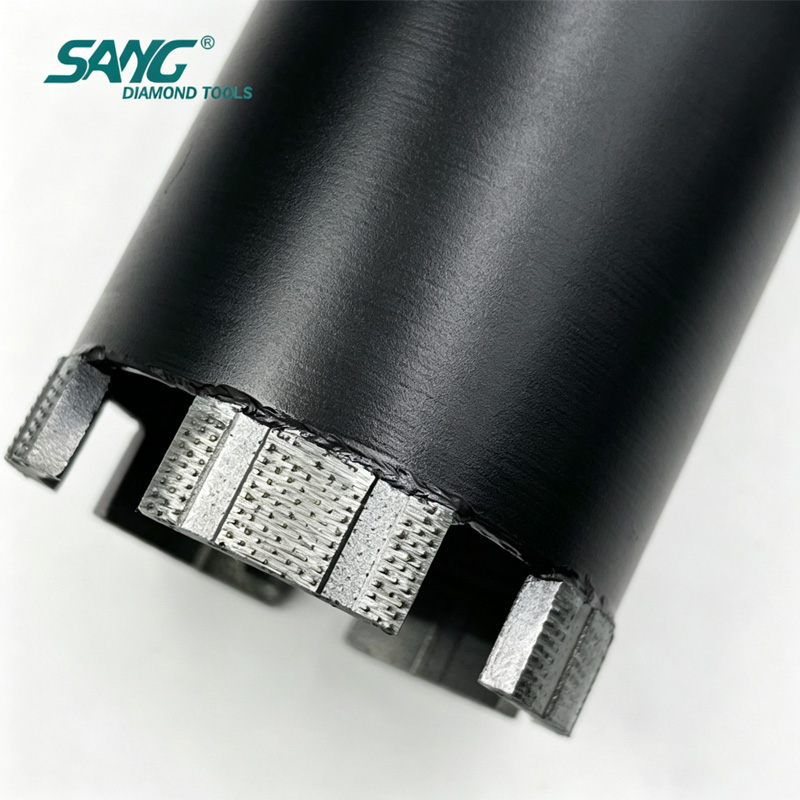
ARIX 3D segment geometry locks diamond particles in a three-dimensional matrix, exposing fresh cutting surfaces continuously instead of wearing flat.
Laser welding at 1,300–1,500 °C fuses the segment directly to the steel barrel — no braze alloy filler, no heat-damaged diamonds, no segment drop-off under vibration.
Dual wet/dry compatibility means the same bit works on a water-cooled rig for deep structural walls and a handheld dry drill for tight interior spaces.
If your project involves C30–C60 reinforced concrete with embedded rebar, this guide will help you spec the right bit, avoid the three most common procurement mistakes, and understand why bond type is more important than price per unit.
1. Why Reinforced Concrete Is a Different Problem
Reinforced concrete combines two materials with opposite wear characteristics:
Material
Hardness (Mohs)
Effect on Diamond Bit
Cured concrete (C40)
6–7
Abrasive — wears bond matrix
Steel rebar (Grade 60)
5–6
Impact-resistant — dulls diamond grit
Aggregate (quartz/granite)
6.5–7
High abrasion — accelerates segment wear
A bit optimized for concrete alone uses a hard bond to survive abrasion — but a hard bond glazes on rebar, causing the bit to skid rather than cut. A soft bond cuts rebar easily but wears out 30–50% faster in high-aggregate concrete.
ARIX technology resolves this trade-off by changing the geometry of the diamond distribution, not just the bond hardness.
2. What ARIX Technology Actually Means (And What It Does Not) ARIX is a patented three-dimensional segment architecture developed for high-performance diamond tooling. It is not a brand of diamond grit or a coating — it is a structural design for how synthetic diamond particles are arranged within the metal bond matrix.
Standard Segment vs. ARIX Segment
Feature
Standard Flat Segment
ARIX 3D Turbo Segment
Diamond distribution
Single horizontal layer
Multi-layer 3D matrix
Wear pattern
Uniform flat surface → polishing
Progressive exposure of fresh diamond
Self-sharpening
Low — requires dressing stone
High — auto-exposes new cutting edges
Cutting efficiency at depth
Decreases significantly after 50mm
Remains consistent to full barrel depth
Heat generation
Higher — flat surface creates friction zone
Lower — 3D profile improves chip evacuation
Rebar crossing
Segment may glaze
Turbo geometry maintains bite through steel
The turbo profile of an ARIX segment creates micro-channels between raised diamond ridges. These channels clear swarf and concrete dust during rotation, reducing friction heat by an estimated 15–25% compared to a flat segment under equivalent load. For procurement managers: this directly translates to fewer bit changes per shift and measurable reduction in downtime cost.
3. Why Laser Welding Matters More Than You Think Most diamond core bits in the mid-price range use high-frequency sintering or silver-braze bonding to attach segments to the steel barrel. Both methods work — until conditions get demanding.
Laser welding does not use a filler alloy. The laser melts a micro-zone of both the segment base and the barrel steel simultaneously, creating a molecular-level fusion bond. The result:
Segment shear strength is 40–60% higher than brazed bonds under lateral stress
No braze alloy layer to crack under thermal cycling (wet/dry switching)
Safe for use with high-torque hydraulic drilling rigs without segment detachment risk
At SANG Diamond Tools, our laser welding process is calibrated at our Quanzhou facility using automated laser parameters set by our PhD R&D team. Every barrel undergoes post-weld pull-test inspection before shipment.
4. Dry vs. Wet Cutting: When to Use Which Mode One of the most common procurement questions we receive: "Do I need to order separate bits for dry and wet drilling rigs?"
With a standard bit — yes. With a properly designed ARIX laser welded bit — no.
Wet vs. Dry Mode Decision Guide
Factor
Wet Drilling
Dry Drilling
Bit cooling
Water coolant via centre flush
Air + segment geometry
Dust control
Excellent — slurry contains dust
Requires dust shroud or extractor
Drilling speed
Higher — less heat buildup
Slightly slower; limited to shorter runs
Interior use
Messy — water management needed
Clean — preferred for occupied buildings
Rebar depth
Ideal for deep walls (>300mm)
Suitable to ~200mm in most configurations
Bit wear
Slower — water lubricates diamond contact
Faster if run too long without pause
SANG ARIX bit compatibility
Full — centre water flush compatible
Full — turbo channels provide air cooling
Practical rule: Use wet mode for structural drilling in walls, slabs, and foundations deeper than 200mm. Switch to dry mode for MEP rough-in, anchor bolt installations, and any work in occupied or finished interior spaces.
5. Real Project Case: High-Rise MEP Core Drilling, United States Project type: 42-story residential tower, mechanical/electrical/plumbing rough-in Material: C45 reinforced concrete shear walls, rebar density ~18 kg/m³ Requirement: 200 core holes of 82mm diameter through 300mm walls, 4-week schedule Tool used: SANG 82mm Laser Welded ARIX Core Bit, wet mode, hydraulic rig Results observed by the site contractor:
Average holes drilled per bit before segment wear: 210 holes (vs. 130–150 with competitor sintered bits previously used)
No segment detachment across entire run
Core extraction clean — no spalling at hole perimeter
Schedule completed 3 days ahead of target due to reduced bit change downtime
Note: Results are reported by the contractor team. Performance varies by concrete grade, rebar density, equipment power, and operator technique.
Why this matters for procurement: At 210 holes per bit vs. 150, a project requiring 1,000 holes needs 4.8 SANG bits vs. 6.7 competitor bits. At a realistic per-bit price difference of 15–20%, the SANG option delivers lower total cost per hole — not just lower per-bit cost.
6. Procurement Checklist: 8 Specifications to Confirm Before Ordering If you are a procurement manager, distributor, or project engineer ordering ARIX core bits for reinforced concrete work, confirm these eight parameters before placing an order:
Diameter — Match to the nominal hole size required (add 2–3mm for clearance fit on conduit/pipe)
Barrel length — Must exceed wall/slab thickness; standard lengths are 300mm, 450mm, 600mm
Connection thread — 1-1/4" UNC (most hydraulic rigs), M16, R½", or SDS adapter available
Wet / dry designation — Confirm centre flush port for wet mode; blank end cap for dry mode
Concrete grade — C30–C50: medium bond; C50–C60: soft-medium bond for ARIX geometry to self-sharpen
Rebar density — Heavy rebar (>20 kg/m³): specify laser welded; avoid brazed bits
Segment height — Standard 10mm for general use; 12mm for extended-run projects
Certification — Confirm ISO 9001 and any required market certifications (CE for EU, etc.)
SANG Diamond Tools provides technical specification sheets for all standard ARIX core bit configurations. Custom diameters from 14mm to 426mm are available with a minimum lead time of 7 working days.
7. How SANG Designs ARIX Core Bits: The Engineering Perspective SANG Diamond Tools was established in 1993 in Quanzhou, Fujian — a region with a 30+ year manufacturing heritage in diamond tooling. We are recognized as a Top 10 Manufacturer in China's diamond tool industry, supplying distributors and contractors in 75+ countries including the United States, Germany, Australia, Italy, and Poland. Our ARIX core bit development process: Step 1 — Bond formula design Our R&D center, led by PhD researchers with backgrounds in materials science and powder metallurgy, designs bond matrices at the molecular level. Bond hardness is calibrated to match expected concrete grade ranges rather than applying a one-size formula.
Step 2 — Diamond selection and layer mapping Synthetic diamond grit is sorted by crystal shape and strength. The ARIX 3D layout places primary cutting diamonds at the segment crown and secondary diamonds in the mid-layer to activate as the primary layer wears.
Step 3 — Hot press sintering Diamond-metal powder mixes are sintered under controlled temperature and pressure. Parameters are logged per batch for quality traceability.
Step 4 — Laser weld attachment Segments are laser welded to the barrel steel in an automated fixture. Weld parameters are set per segment geometry and barrel wall thickness.
Step 5 — Post-weld inspection Each bit undergoes dimensional inspection, runout check (< 0.3mm TIR), and segment pull-test before packing.
This five-step process is why our ARIX bits consistently outperform imported alternatives in independent contractor field tests — and why we can offer container-load supply without quality variance between batches.
8. Core Key Takeaways Before you close this page, here is what matters most:
Reinforced concrete drilling requires a bit engineered for both abrasive concrete and impact-resistant rebar — standard bits are not designed for both simultaneously.
ARIX 3D segment geometry continuously exposes fresh diamond, maintaining consistent cut speed and reducing the glazing problem common with flat segments on rebar.
Laser welding at 1,300–1,500 °C creates a direct steel fusion bond — the segment cannot detach under the vibration and torque of hydraulic drilling rigs.
Dual wet/dry capability means one SKU covers both hydraulic wet rigs and handheld dry drills, simplifying procurement and reducing warehouse SKU count.
Total cost per hole — not unit price — is the correct metric for evaluating core bit procurement. More holes per bit = lower cost per hole even at a higher per-unit price.
SANG Diamond Tools has supplied ARIX core bits to contractors in 75+ countries since 1993, with full technical support from a PhD-led R&D team and certified quality management under ISO 9001.
9. FAQ
Q1: What is the difference between an ARIX core bit and a standard turbo core bit? A standard turbo bit has a shaped rim but uses a single-layer diamond distribution. An ARIX bit uses a three-dimensional multi-layer matrix where diamonds are positioned at different depths within the segment. As the outer layer wears, the next layer activates — this is what makes ARIX self-sharpening rather than self-dulling.
Q2: Can I use a laser welded ARIX bit on a standard handheld drill? Yes, provided the drill has sufficient torque (typically ≥900W for bits up to 82mm diameter) and you use the correct adaptor. For dry handheld drilling, keep individual runs under 30 seconds and allow the bit to cool between holes. For sustained drilling, a rig-mounted setup with water flush is recommended.
Q3: What concrete grades are SANG ARIX core bits rated for? Our standard ARIX range is designed for C30–C60 reinforced concrete. For ultra-high-strength concrete (C60+) or concrete with aggregate harder than 7 Mohs, contact our technical team for a custom bond specification.
Q4: How do I know if my current core bit glazing problem is a bond issue or a technique issue? If the bit cuts well for the first 10–15 holes then progressively slows, it is likely a bond-glazing issue (bond too hard for the concrete). If it cuts slowly from the first hole, it may be an RPM or water flow issue. SANG's technical team offers free remote video consultation to diagnose field problems.
Q5: What is the minimum order quantity for SANG ARIX core bits? Standard configurations are available from 1 piece for sample/trial orders. Container-load pricing is available for distributors. Custom diameter or thread specifications require a minimum of 10 pieces per SKU. Lead time: 5–7 working days for stock configurations, 10–15 days for custom.
Q6: Do SANG ARIX core bits come with CE or other certifications? Yes. SANG Diamond Tools holds ISO 9001 quality certification. Our diamond saw blades and grinding tools carry applicable international certifications. Specific certification documentation can be provided upon request for procurement or import compliance purposes.
Q7: What technical support does SANG provide after the sale? Our technical engineers provide online video consultations for bit selection, machine calibration, and troubleshooting. Offline on-site support is available for large project orders. Our sales team includes TEM-8 English graduates and staff fluent in French, Spanish, Persian, and other languages.
10. Ready to Spec Your Next Core Bit Order? If you are a contractor, distributor, or procurement manager sourcing ARIX core bits for reinforced concrete projects, SANG Diamond Tools offers:
Free technical consultation — describe your concrete grade, rebar density, wall thickness, and drilling rig; we will recommend the right specification
Trial sample orders — test performance on your job site before committing to project volumes
Custom diameter and thread configurations — 14mm to 426mm, all standard thread connections
Container-load supply — 50+ workshop staff, automated production lines, consistent quality across batches
Contact: info@sangtools.com | www.sangtools.com
SANG Diamond Tools — Established 1993 | Quanzhou, Fujian, China | Exporting to 75+ Countries Top 10 Diamond Tool Manufacturer in China | ISO 9001 Certified | PhD-Led R&D Team






 português
português English
English فارسی
فارسی français
français русский
русский italiano
italiano español
español العربية
العربية Polski
Polski Indonesia
Indonesia românesc
românesc 中文
中文